То машин и оборудования для приготовления и раздачи кормов

Наиболее интенсивно изнашиваются рабочие органы: дробильные молотки, решета, режущие и противорежущие пластины, ножи, деки и др. Дробильные молотки. Износ рабочей грани дробильных молотков допускается не более 4 мм по высоте. В случае износа граней молотки переставляют для работы неизношенной стороной. Перед сборкой следует подобрать в комплект молотки, шайбы и оси по массе так, чтобы у диаметрально расположенных комплектов (всего 6 комплектов) разница в массе была не более 12 р. Изношенные отверстия в молотках развертывают и устанавливают оси увеличенного размера.
Решета. При затуплении острых кромок отверстий решет до радиуса более 2 мм их переставляют (четыре положения), используя неизношенные. В случае пробоин на решета ставят накладки от старых решет, используя газовую сварку. После ремонта решето должно иметь правильную форму и при установке входить в паз с усилием 70 … 80 Н.
Режущие Аппараты. Затупляются и повреждаются ножи и противорежущие пластинки, ослабляется крепление фланцев на диске, прогибается вал и изнашиваются подшипники.
Затупившиеся до толщины кромок более 0,6 мм лезвия ножей и противорежущих пластин затачивают до толщины 0,1 мм на абразивных кругах при обильном охлаждении. Углы заточки ножей дробилок типа ДКУ должны быть 24 … 26° (проверять шаблоном), у противорежущих пластин -60 … 61°.
Нож и детали его крепления после заточки устанавливают на прежние места для сохранения балансировки. Между ножом и противорежущей пластиной должен быть зазор 0,5 … 1,5 мм в зависимости от вида перерабатываемого корма. Этот зазор регулируют постановкой прокладок под кронштейн. В дробилках типа ДКУ нож устанавливают по отношению к плоскости диска под углом 2°, а противорежущие пластины под углом 15° к горизонтали с зазором 0,3 … 0,5 мм.
Зазор между режущим барабаном и противорежущей пластиной в измельчители кормов «Волгарь-5» должен быть в пределах 0,5 … 1 мм при разнице его по длине пластины не более 0,2 мм.
У ножей аппаратов вторичного резания изнашиваются торец и боковые грани. При толщине более 7 мм торцевые поверхности шлифуют до выведения следов износа. Если толщина боковых граней меньше 7 мм по всей их длине, газовой сваркой наплавляют слой сормайта № 1 (1,5 … 2 мм) и обрабатывают. Для ножей вторичного резания зазор должен быть 0,1 … 0,5 мм.
Углы заточки и ширина наплавленного слоя ножей: а и В — Универсальной и перспективной кормодробилок: б — соломосилорезки; Гид — измельчителей корнеклубнеплодов; Е — агрегата для приготовления кормов; ж— измельчителя «Волгарь-5,
Чтобы увеличить износостойкость ножей машин, измельчающих корма, рекомендуется их наплавить твердыми сплавами марка ПГС-27, ПГ-С1 и др. направленные ножи (рис.) в процессе работы самозатачиваются, и их износостойкость в 2 … 2,5 раза выше серийных. При использовании таких ножей повышается качество измельчения кормов и уменьшаются затраты энергии.
Измельчающие аппараты. У измельчителей грубых кормов ИГК-30, например, изнашиваются и деформируются лопасти, рожки, крыльчатки и зубцы измельчающего аппарата, нарушается его балансировка, поврежденные лопасти рихтуют или заменяют. Биение диска допускается не более 1,5 мм.
лопасти, рожки, крыльчатки и зубцы измельчающего аппарата, нарушается его балансировка, поврежденные лопасти рихтуют или заменяют. Биение диска допускается не более 1,5 мм.
Закругленные до радиуса более 4 мм рабочие грани зубцов оттягивают кузнечным способом, нагревая до температуры 820 … 840 °С, и закаливают в воде при 40 … 50 °С на длине 15 … 20 мм от вершины. Крыльчатку и барабаны после ремонта статически и динамически балансируют. Допустимый дисбаланс 10 МН-м.
Матрица гранулятора. Изнашиваются внутренняя поверхность и поверхности отверстий для образования гранул со стороны входа массы травяной муки. Восстанавливают матрицы расточкой на увеличенный размер и гильзованием. Для расточки внутренней поверхности применяют резцы с металло-керамическими пластинками из гексанита Р. Гильзу готовят из стали 20, сверлят отверстия, используя матрицу в качестве кондуктора, а затем гильзу цементуют на глубину 1,2 … 1,5 мм и закаливают до твердости НКС 60 … 62. Гильзу фиксируют в матрице штифтами.
Детали механизмов подачи.
Характерные дефекты: выкраивание и поломка продольных рифов или зубьев вальцов, неисправности транспортеров, износ шестерен, валов и подшипников.
Поломанные продольные рифы, зубья вальцов и гребенки восстанавливают приваркой изготовленных и подогнанных рифов и зубьев.
Ремонт машин и механизмов для раздачи кормов и удаления навоза.
В мобильных машинах, таких, как агрегат типа АПК-Ю для приготовления комбинированных силосов, измельчитель-погрузчик силоса ПСН-1М, кормораздатчик ПТУ-10К, раздатчик-смеситель РС-5А и других, установлены детали, подобные аналогичным деталям рассмотренных машин. Дефекты типовых деталей машин аналогичны, и их восстановление выполняется, как показано в других разделах. При сборке машин и механизмов для раздачи кормов и удаления навоза натяжение цепей регулируют так, чтобы в случае приложения усилия 10 Н в середине пролета цепи ее отклонение было 25 … 40 мм.
В транспортерах ТВК-80А возможны поломки скребков, износ осей звеньев и отверстий в планках, разрывы цепи, соскакивание цепи с натяжкой звездочки из-за удлинения и перекосов оси натяжного вала, изгибы и скручивания валов и др.
Примерные сроки замены основных узлов и деталей транспортера ТСН-3,0Б
Детали | Допустимый износ, мм | Сроки замены деталей, ч |
Поворотная звездочка | 12-14 | 450-500 |
Ведущая звездочка | 5-5,5 | 900-1000 |
Натяжная звездочка | 12-14 | 1500-1800 |
Оси: | ||
Поворотной звездочки | 0,02 | 2200-2500 |
Натяжной звездочки | 0,02 | 3000-3600 |
Тяговая цепь | 4500-5000 | |
Редуктор | 5000-5800 |
Источник
Таблица 4.
| Неисправность | Причина | Способ устранения |
| Плохое измельчение продукта ножевым аппаратом Механизм подачи забивается Подшипники перегреваются Транспортер пробуксовывает и останавливается Нагрузка на двигатель возрастает | Износ ножей противорежущей пластины Увеличение зазора в противорежущей паре Недостаточное предварительное натяжение пружин подпрессовывающего устройства (слабое уплотнение продукта) Чрезмерная подача Не отрегулировано натяжение ленты транспортера Отсутствие смазки или выход из строя подшипников Слабое натяжение ленты, сход цепей со звездочек Чрезмерная подача Износ ножей | Заточить ножи и противорежущую пластину с сохранением угла заточки Отрегулировать зазор Отрегулировать натяжение пружин подпрессовывающего устройства Уменьшить подачу продукта Правильно отрегулировать натяжение ленты транспортера подачи Смазать, заменить уплотнение подшипников, заменить подшипники Отрегулировать натяжение Уменьшить подачу Заточить и отрегулировать ножи |
Машины и оборудование для раздачи кормов.
Кормораздатчик тракторный универсальный КТУ-10(рис.1) грузоподъёмностью 3,3 т
предназначен для транспортирования и раздачи зеленой массы и силоса на фермах крупного рогатого скота и в летних лагерях. Он состоит из подрессоренной ходовой тележки, цельнометаллического кузова, рабочих органов и привода. Рабочие органы представляют собой два цепочно-планчатых транспортера, установленных на дне кузова, два выгрузных ленточных транспортера, смонтированных на раме кормовыгрузного устройства впереди кузова, и гребенчатые битеры; приводятся в действие от ВОМ трактора. Продольные транспортеры получают пульсирующее или реверсивное движение от привода, который состоит из кривошипно-шатунного и храпового механизмов, позволяющих регулировать норму выдачи корма в единицу времени за счет изменения скорости движения и направления движения подающих транспортеров.
КТУ-10 агрегатируется с тракторами класса тяги 14. Может работать в коровниках с кормовым проходом шириной не менее 2,1 м и высотой кормушек 0,75 м. Производительность при выгрузке до 50 т/ч, рабочая скорость 1,7— 2,5 км/ч, транспортная до 25 км/ч, объем кузова 10 м3.
Кормораздатчик-дозатор КТУ-10Аявляется модификацией КТУ-10 идополнительно может использоватьсядля равномерной подачи сенажа в пневмотранспортеры при загрузке сенажных башен. В конструкции предусмотрены надставной борт и место для оператора. Входит в комплекс машин для загрузки сенажных башен.
Рис.1. Раздатчик кормов КТУ-10А:
| 1- кузов; | 9 – цепная передача; |
| 2, 3, 4 – верхний, средний и нижний битеры; | 10 – дополнительный транспортер; |
| 5 – натяжное устройство; | 11 – ходовые колеса; |
| 6 – поперечные транспортеры; | 12 – продольный транспортер; |
| 7 – карданный вал; | 13 – натяжное устройство продольного транспортера. |
| 8 – сница; |
Кормораздатчик-смеситель РСП-10 (рис.2) служит для приёма, смешивания, транспортирования и раздачи кормовых смесей в кормушки высотой не более 0,7 м в помещениях с шириной кормового прохода не менее 2 м. Состоит из бункера-смесителя с горизонтально расположенными смешивающими рабочими органами шнекового типа, выгрузного транспортера с направляющим лотком, рамы, ходовой части и механизма привода рабочих органов.
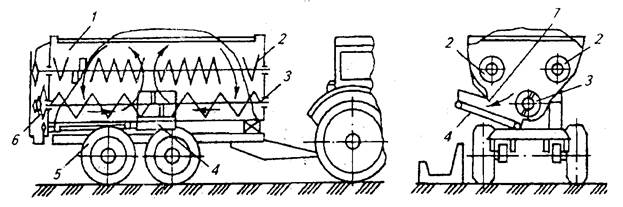
Рис. 2. Схема работы кормораздатчика-смесителя РСП-10:
| 1 – бкнкер; | 6 – выгрузной транспортер; |
| 2, 3 – Верхний и нижний шнеки; | 7 – колесная пара; |
| 4 – карданная передача; | 8 – коробка цепных передач; |
| 5 – рама; | 9 – заслонка. |
Бункер раздатчика-смесителя заполняют при работающих шнеках кормовыми компонентами из весового бункера кормоцеха или в местах хранения кормов. За время переезда к месту раздачи (3 – 5 мин) вращающиеся шнеки обеспечивают приготовление кормосмеси (неравномерность смешивания ± 12 %). После заезда в кормовой проход тракторист через гидросистему опускает направляющий лоток и открывает заслонку выгрузного транспортера, включает необходимую рабочую скорость (1,5—5 км/ч). При этом автоматически включается выгрузной транспортер и из двигающегося раздатчика происходит раздача корма. Один тракторист может обслужить 1 — 2 тыс. голов.
Раздатчик мелассы с карбамидом РМК-1,7(рис.3) предназначен для
транспортировки и раздачи готовой смеси мелассы с карбамидом в загруженные жомом кормушки на одну или две стороны на откормочных: фермах крупного рогатого скота.
Машину можно использовать также для транспортировки и раздачи других жидких кормов, их смесей и добавок. Состоит из одноосного полуприцепа, цистерны вместимостью 1,7 м с лопастной мешалкой и люком для слива, шестеренчатого насоса для раздачи смеси с расходом ,0,75 л/с, раздаточного устройства с прорезиненными гофрированными шлангами с насадками-разбрызгивателями.
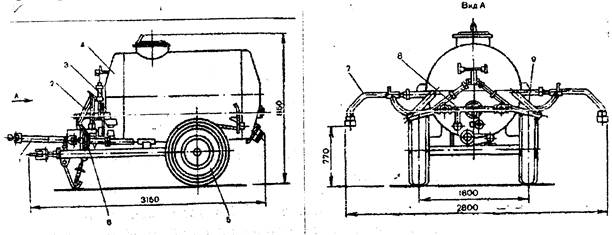
Рис. 3 Раздатчик мелассы с карбамидом РМК-1,7:
1- передача шарнирная; 2 – раздаточное устройство; 3 – гидросистема; 4 – цистерна;
5– ходовая часть; 6 – насос; 7 – разбрызгиватель; 8- коллектор; 9 – рукав.
Норму выдачи смеси в пределах 0,15-1,3 кг/м кормушки регулируют путем изменения проходного сечения разбрызгивателя. Машина агрегатируется с тракторами класса 14 кН и приводится от ВОМ трактора. Масса раздатчика 835 кг. Технические характеристики кормораздатчиков приведены в таблице 1.
Источник
Текущие ремонтные работы и техническое обслуживание машин и оборудования ферм осуществляется частично в хозяйствах и частично на станциях технического обслуживания (СТОЖ). При проведении ремонта машин данной группы целесообразно использование стенда ОПР-1058 с набором инструментов и специальный комплект оборудования, приспособлений и инструмента для технического обслуживания машин в животноводстве.
Ремонт машин для кормоприготовления. Интенсивному износу в данной группе машин подвержены следующие рабочие органы: режущие/противорежущие пластины, ножи, деки, дробильные молотки, решёта и прочее.
Дробильные молотки. Износ их рабочей грани не должен превышать 4 мм по высоте. При износе граней молотки следует переставить для работы неизношенной стороной.
Перед сборкой необходимо сформировать в комплект молотки, шайбы и оси по массе таким образом, чтобы у диаметрально расположенных комплектов (всего шесть комплектов) разница в массе не превышала 12 граммов. Изношенные отверстия в молотках требуется развернуть и установить оси увеличенного размера.
Решёта. При затуплении острых кромок отверстий решёт до радиуса более 2 мм их требуется переставить (4 положения), используя неизношенные. При наличии пробоин на решёта устанавливаются накладки от старых решёт, применяя при этом газовую сварку. После завершения ремонта решето должно иметь правильную форму и при установке входить в паз с усилием 70-80 Н.
Режущие аппараты. Характерные дефекты: затупление и повреждение ножей и противорежущих пластинок, ослабление крепления фланцев на диске, прогиб вала, износ подшипников.
Лезвия ножей и противорежущих пластин, имеющие затупления до толщины кромок более 0,6 мм, следует заточить до толщины 0,1 мм на абразивных кругах (при обильном охлаждении). Углы заточки ножей дробилок типа ДКУ должны составлять 24-26 градусов (проверка шаблоном), а у противорежущих пластин – 60-61 градус.
Нож вместе с деталями его крепления после проведения заточки следует установить на прежнее место с целью сохранения балансировки. Зазор между ножом и противорежущей пластиной должен составлять 0,5-1,5 мм (в зависимости от перерабатываемого корма). Регулировка данного зазора осуществляется путём постановки прокладок под кронштейн.
В дробилках типа ДКУ нож следует установить по отношению к плоскости диска под углом 2 градуса, противорежущие пластины – под углом 15 градусов к горизонтали с зазором 0,3-0,5 мм.
В измельчителе кормов «Волгарь» зазор между режущим барабаном и противорежущей пластиной должен быть в пределах 0,5-1 мм при разнице его по длине пластины не более 0,2 мм.
У ножей аппаратов вторичного резания износу подвергаются боковые грани и торец. При толщине более 7 мм торцевые поверхности следует шлифовать до выведения следов износа. В том случае, если толщина боковых граней составляет менее 7 мм по всей их длине, необходимо газовой сваркой наплавить слой сормайта №1 (1,5-2 мм) и обработать. Для ножей вторичного резания зазор должен составлять 0,1-0,5 мм.
Для увеличения износостойкости ножей машин, измельчающих корма, рекомендовано провести их наплавку твёрдыми сплавами (марка ПГС-27, ПГ-С1 и прочие). В процессе работы наплавленные ножи [рис. 176] самозатачиваются, и их износостойкость выше серийных в 2-2,5 раза. При применении данных ножей повышается качество измельчения кормов, а также уменьшаются затраты энергии.

Рис. 176. Углы заточки и ширина наплавленного слоя ножей.
а) – универсальной кормодробилки;
б) – соломосилорезки;
в) – перспективной кормодробилки;
г) – измельчителей корнеклубнеплодов;
д) – измельчителей корнеклубнеплодов;
е) – агрегата для приготовления кормов;
ж) – измельчителя «Волгарь-5,0).
Измельчающие аппараты. У измельчителей грубых кормов (ИГК-30 и др.) износу и деформации подвержены рожки, лопасти, крыльчатки и зубцы измельчающего аппарата, нарушается его балансировка.
Повреждённые лопасти следует рихтовать либо заменить. Допустимое биение диска не более 1,5 мм, дисбаланс ротора – не более 60 МН · м.
Рабочие грани зубцов, закруглённые до радиуса более 4 мм, следует оттянуть кузнечным способом, нагрев до температуры 820-840 градусов Цельсия, и закалить в воде при температуре 40-50 градусов Цельсия на длине 15-20 мм от вершины. После проведения ремонта крыльчатка и барабаны должны быть статически и динамически отбалансированы (допустимый дисбаланс составляет 10 МН · м).
Матрица гранулятора. Наиболее часто подвержены износу внутренняя поверхность и поверхности отверстий для образования гранул со стороны входа массы травяной муки. Матрицы восстанавливаются путём расточки на увеличенный размер и гильзованием. Чтобы расточить внутренний размер используются резцы с металлокерамическими пластинками из гексанита Р. Гильза готовится из стали 20, сверлят отверстия, применяя матрицу в качестве кондуктора. Далее гильза цементируется на глубину 1,2-1,5 мм и закаливается до твёрдости HRC 60-62. В матрице гильза фиксируется штифтами.
Детали механизмов подачи и передаточных. К наиболее распространённым дефектам относятся: неисправности транспортёров, выкрашивание и поломка продольных рифов либо зубьев вальцов, износ валов, шестерен, подшипников.
Поломанные зубья вальцов, продольные рифы, гребёнки подлежат восстановлению путём приварки изготовленных и подогнанных рифов и зубьев.
Кормоприготовительные машины после ремонта и сборки проверяются путём прокручивания вручную, далее в течение 4-5 часов на холостом ходу с рабочей частотой вращения, а затем в течение 2-4 часов под нагрузкой.
Удаление накипи. В водонагревателях и котлах-парообразователях (типа КВ) образуется накипь на жаровых трубах, стенках, имеется отложение сажи и золы в дымовых трубах и коробах, случаются отказы в работе предохранительного клапана, вентили и соединения могут пропускать пар, прогорает колосниковая решётка.
Накипь в котле удаляется механическим способом либо методом химической очистки с применением кислот и щелочей. При наличии карбонатных отложений (СаСО3, МgCO3) целесообразнее использовать соляную кислоту (НCl), при наличии силикатных отложений (СаSiO2) – лучше использовать щёлочь. Концентрация ингибированной соляной кислоты (ингибитор – уникол) в растворе воды берётся 2-3% (толщина слоя накипи – до 0,5 мм), 6-8% при толщине слоя накипи 2,5 мм. Чтобы уменьшить коррозию, в кислоту добавляется формалин, уротропин, столярный клей и прочие замедлители коррозии (количество добавок 1,5-2,5 г/л). Длительность очистки определяется толщиной слоя накипи, но не более 6-8 часов при температуре 70 градусов Цельсия. После удаления раствора котёл необходимо промыть чистой водой, далее 1-2%-ным раствором кальцинированной соды в течение 3-4 часов, нагревая его до кипения. По завершении указанных очистных операций котёл должен быть снова промыт чистой водой.
При удалении накипи щёлочью концентрация каустической соды в растворе должна составлять 1-2% при толщине слоя накипи до 0,5 мм, а при 2,5-5 мм – 6%. Периодически контролируя концентрацию, раствор в котле необходимо кипятить в течение 24 часов. При стабилизации раствора кипячение следует прекратить, раствор слить, котёл промыть чистой водой.
Если имеется растворение карбонатных отложений, то следует применять раствор с содержанием по 1,5-2% ОЭДФ и НТФ; 0,5-2% сульфата натрия либо сульфата аммония, 0,5% мочевины с добавлением ингибиторов коррозии: 0,02% каптакс + 0,1% ОП-7 (ОП-10) либо 0,1% капталин КИ-1.
Чтобы произвести механическую очистку котла и труб от накипи следует использовать головки, снабжённые набором роликов с насечкой (сплошные зубцы, эллипсоидные и прочие) либо головки с насечкой. Их требуется закрепить на гибком валу с приводом от электродвигателя либо пневмотурбинки, ввести в трубу, включить вращение. В результате этого труба освобождается от накипи.
Ремонт или замена дефектных деталей производится у кранов, вентилей, предохранительных клапанов, вентили притирают.
После завершения ремонтных работ котлы должны быть подвергнуты гидравлическому испытанию водой под давлением 0,06 МПа. Обнаруженные при этом утечки и дефекты в сварных швах устраняются методом газовой сварки. По завершении указанных работ требуется повторить гидравлическое испытание котла.
Ремонт машин и механизмов для раздачи кормов и удаления навоза. В мобильных устройствах (например, агрегат типа АПК-10 для приготовления комбинированных силосов, кормораздатчик ПТУ-10К, раздатчик-смеситель РС-5А, измельчитель-погрузчик силоса ПСН-1М и прочие) установлены детали, аналогичные деталям ранее рассмотренных машин, дефекты и способы их устранения тоже аналогичны. Натяжение цепей при сборке машин и механизмов для раздачи кормов и удаления навоза регулируется таким образом, чтобы при приложении усилия 10Н в середине пролёта цепи её отклонение составляло бы 25-40 мм.
В транспортёрах ТВК-80А могут иметь место следующие дефекты: разрывы цепи, изгибы и скручивания валов, поломки скребков, соскакивание цепи с натяжкой звёздочки из-за удлинения и перекосов оси натяжного вала, износ осей звеньев и отверстий в планках и прочие.
Ремонт оборудования для машинного доения коров и первичной обработки молока. Перед началом ремонтных работ оборудование должно быть промыто и продезинфицировано. С этой целью в систему молокопровода включается агрегат ОМ-1360М циркуляционной промывки с напором моющего раствора до 0,3 МПа. Далее в течение 8-10 минут производится промывка системы тёплой водой. Длительность проведения дезинфекции – 3 минуты, длительность промывки тёплой водой – 3 минуты.
Доильные установки. Дефекты могут возникнуть в вакуум-проводе, вакуум-насосе, доильных аппаратах, молокопроводе.
С целью определения герметичности системы и качества работы вакуумных насосов рекомендуется применять индикатор КИ-4840 либо индикатор вакуумных систем КИ-9045 переносного типа. Вакуум составляет:
– в молокопроводе – 53 кПа;
– в вакуум-проводе коровника – 48 кПа;
– в машинном отделении – 61 кПа.
Вакуум-насос. При износе деталей (корпуса, ротора, лопаток) наблюдается снижение качества работы: из-за увеличения осевого зазора – между ротором и крышками, из-за увеличения радиального зазора – между лопатками ротора и корпусом и зазора между лопатками и пазами ротора.
При увеличении осевого зазора увеличивается также и расход смазки. Насос подлежит сдаче в ремонт, когда эффективность его работы снижается на 25%.
Допустимый осевой зазор между крышками насоса и ротором составляет не более 0,45 мм. Если местный износ больше 0,2 мм, то внутренние поверхности крышек корпуса подлежат шлифовке до шероховатости Rа = 0,32-0,63мкм. Допустимая неперпендикулярность плоскости крышки относительно оси отверстия на диаметре 100 мм – до 0,02 мм. Торцы ротора, изношенные более 0,2 мм, шлифуются на один из четырёх ремонтных размеров через 0,5 мм. Биение ротора, составляющее более 0,04 мм, устраняется правкой. Если зазор между пазом и лопаткой более 0,1 мм, то пазы необходимо фрезеровать до одного из трёх ремонтных размеров через 0,1 мм. Допустимое отклонение от параллельности паза относительно оси ротора составляет не более 0,08 мм на длине ротора.
Если местный износ более 0,25 мм, то внутренняя поверхность корпуса (особенно около окон) подлежит расточке и хонингованию на один из шести ремонтных размеров через 0,5 мм (допуск + 0,16 мм) до шероховатости Rа= 0,32-0,63мкм.
В вакуум-баллоне давление 0,2 Мпа не должно снижаться в течение двух минут, а при вакууме баллон не должен деформироваться.
В вакуум-роторе износу подвергается соединение гнездо корпуса-тарелка клапана. Если износ незначительный, то его герметичность следует восстанавливать притиркой, а при большом износе гнездо корпуса подторцовывают до получения острых кромок, а клапан подлежит замене.
Обкатка и испытание вакуумных насосов производится на специальных стендах КИ-9116 либо 8719 [рис.177].

Рис. 177. Стенд для обкатки и испытания вакуумных насосов.
1) – Кронштейн с винтовыми зажимами;
2) – Глушитель;
3) – Кронштейн с винтовыми зажимами;
4) – Вилка;
5) – Кожух;
6) – Электродвигатель;
7) – Муфта;
8) – Пульт управления;
9) – Вакуумный бачок;
10) – Масляный бачок;
11) – Базовая плита;
12) – Кран;
13) – Основание.
После ремонта вакуумные насосы закрепляются на базовой плите (11) Г-образными прихватами, соединяются с приводом (электродвигателем), а его патрубки – резино-тканевыми рукавами соединяются с магистралью всасывания и глушителем. Кран (12) необходимо установить в соответствующее марке насоса положение. Обкатка проводится в три этапа:
1) – 20 минут при частоте вращения вала 1500 мин-1 и свободном всасывании воздуха (оба крана вакуум-бачка (9) открыты);
2) – 30 минут при частоте вращения вала 1500 мин-1 и аналогичном положении кранов;
3) – 40 минут при частоте вращения вала 1500 мин-1 с всасыванием воздуха через жиклёр (диаметр жиклёра 8 мм), который включается вентилем в вакуум-бачке. Замер максимального значения вакуума производится при частоте вращения 1500 мин-1 и полностью закрытых клапанах в вакуум-бачке. Замер минимального значения вакуума производится при одном открытом клапане (диаметр жиклёра 8 мм) [таблица 55] и расходе масла, подаваемого в насос 16-20 г/ч. Допускается нагрев деталей не более 35 градусов Цельсия по отношения к температуре окружающего воздуха.
Таблица 55. Вакуум при испытании вакуумных насосов.
| Марка насоса | Вакуум (кПа) | |
| max | min | |
| РВН 40/350 | 86 | 46 |
| ВЦ 40/130 | 84 | 45 |
| УВБ 02.000 | 84 | 54 |
Доильный аппарат. Возможные дефекты сосковой резины: надрывы, трещины, увеличение жёсткости либо потеря упругости. При наличии указанных дефектов резина подлежит замене (исключение – нарушение упругости). Данный дефект устраняется путём «отдыха» резины в течение одного месяца. На приборах 8727-17 либо КИ-9070 и прочих проверяется нормальное натяжение сосковой резины. Длина резины должна составлять 155±2 мм при усилии 60 Н. Если длина больше указанного значения – резину следует обрезать. Жёсткость всей резины на одном доильном аппарате должна быть одинаковой (допустимая разница по длине не должна превышать 5 мм).
Испытание отремонтированной молочной линии на герметичность производится при разрежении 56,5 кПа, которое не должно снижаться в течение 5 минут не более чем на 14,6 кПа.
Холодильные машины. При проведении текущего ремонта в данных машинах производится устранение утечки фреона и смазочного масла через неплотности, ремонтируются/заменяются детали компрессора и вентилятора, очищается фильтр, промывается конденсатор и испаритель, регулируются приборы автоматики с использованием стенда ОР-872.
Обнаружение утечки фреона осуществляется при помощи спиртовых, пропановых, галоидных, бензиновых ламп, состоящих из баллона и головок горелок. Зажжёной горелкой лампы проверяются возможные места утечек фреона. Если утечка фреона небольшая, то пламя горелки окрасится в зелёный цвет, а если большая – окраска пламени синяя либо голубая. При проведении ремонта фреон удаляется из системы, а после устранения неисправностей вновь заправляется, после чего система снова проверяется.
Молочные сепараторы. Характерные дефекты барабана: повреждение тарелок и нарушение балансировки барабана, износ резьбы трубки основания, шпонки и резинового кольца. Изношенные трубки подлежат замене либо исправлению резьбы и изготовлению новой гайки.
После завершения ремонта производится балансировка барабана по верхней части центральной трубки и нижней части вертикального вала [рис. 178] либо на специально приспособленной станине сепараторов.

Рис. 178. Балансировка барабана.
Проверка сбалансированности барабана производится так: барабану сообщается нормальная частота вращения, затем отключается привод, и карандашом наносятся отметки в местах наибольшего биения. С целью уравновешивания внутрь крышки барабана напаивается олово.
Нормой признаётся, если через три минуты барабан набирает нормальную частоту вращения и производит остановку без торможения.
Для испытания отремонтированного сепаратора необходимо залить в молокоприёмник 4-5 литров тёплой воды. При нормальной частоте вращения вода будет выходить из обоих рожков. Уровень воды должен соответствовать метке, которая нанесена на стенке внутри поплавковой камеры. Не допускается утечка воды через уплотнения и отверстия под фиксаторы тарелкодержателя и крышки.
8*
Источник